

Feb . 11, 2026 00:01 Back to list
china dual wall hdpe pipe Performance Analysis
Introduction
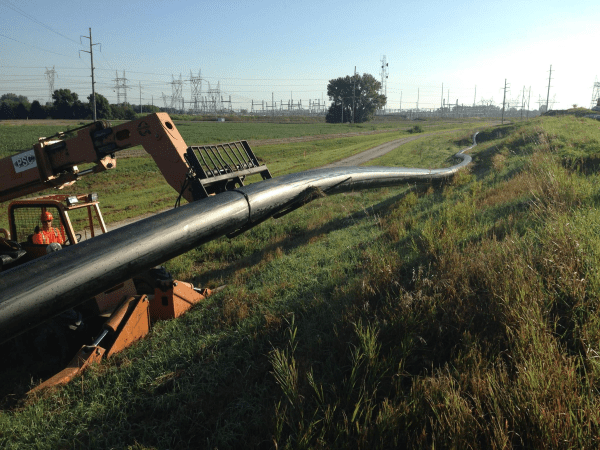
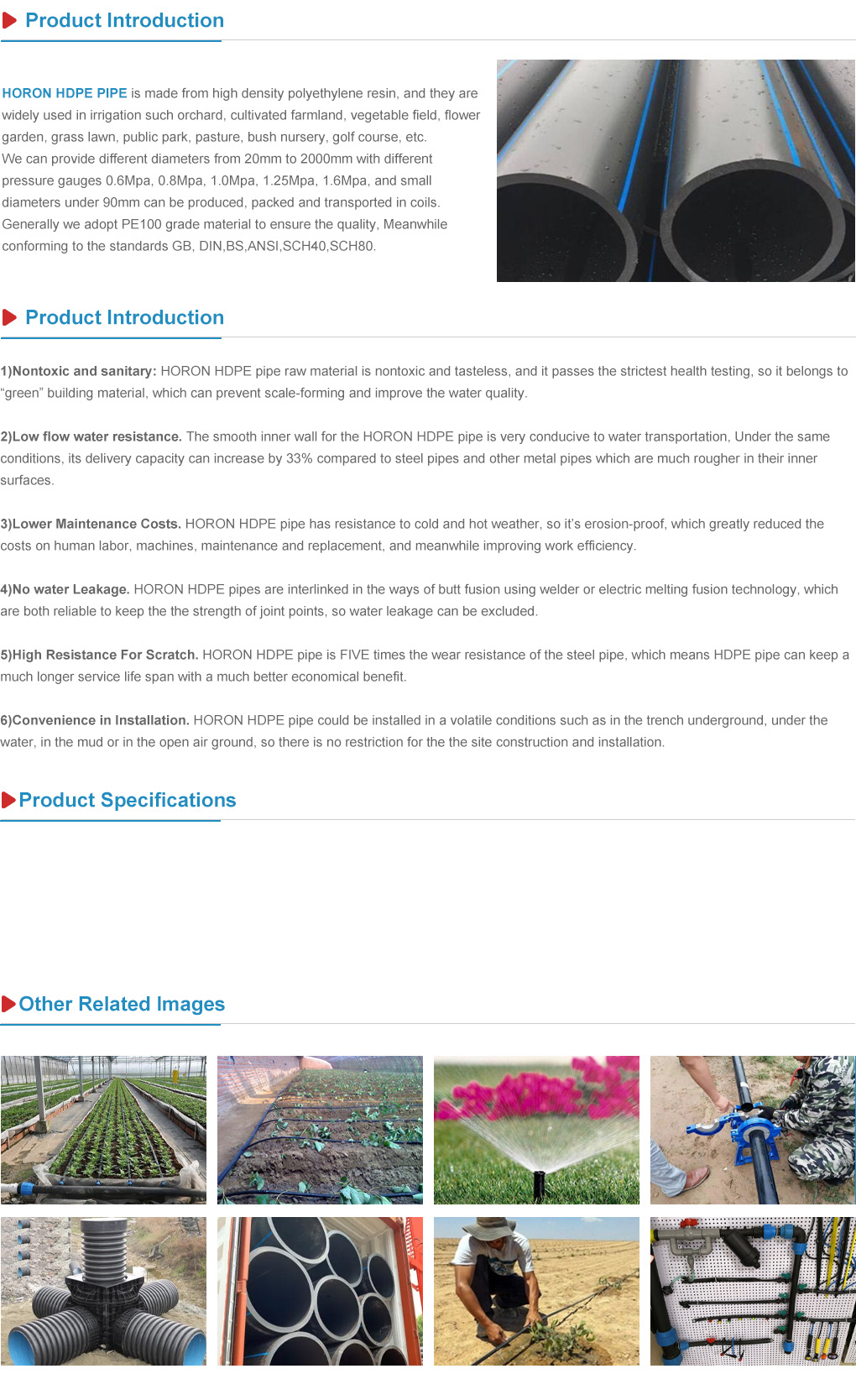
Dual-wall high-density polyethylene (HDPE) pipe represents a significant advancement in pressure piping systems, particularly within the Chinese manufacturing landscape. Positioned within the broader polymer piping industry – encompassing PVC, PP, and PE – dual-wall HDPE distinguishes itself through enhanced structural integrity and performance characteristics. This pipe consists of a corrugated outer layer fused with a smooth inner layer, offering a combination of flexibility and robust pressure resistance. Its core performance indicators center around its high strength-to-weight ratio, exceptional chemical resistance, and long-term durability, making it ideal for applications like stormwater drainage, gravity sewer systems, culverts, and industrial effluent discharge. This guide will provide an in-depth technical analysis of its material composition, manufacturing processes, performance characteristics, potential failure modes, and relevant industry standards.
Material Science & Manufacturing
The core material for dual-wall HDPE pipe is high-density polyethylene (HDPE), typically grades conforming to PE100 or PE80 classifications as defined by ISO 1167. HDPE is a thermoplastic polymer synthesized from the polymerization of ethylene. Its crystalline structure contributes to its high tensile strength, rigidity, and resistance to chemical attack. The corrugated outer layer often utilizes recycled HDPE material, balancing cost-effectiveness with structural function. Key physical properties include a density ranging from 0.93 to 0.97 g/cm³, a tensile strength of 25-35 MPa, and a modulus of elasticity between 800-1200 MPa.
Manufacturing involves a co-extrusion process. Raw HDPE pellets are fed into extruders, melted, and formed into two separate profiles: the inner and outer layers. The inner layer, designed for smooth flow, is extruded through a circular die. Simultaneously, the outer layer is formed using a corrugated die, creating the characteristic ribbed structure. These two layers are then fused together in a continuous process, typically utilizing a heated roller system to ensure a strong and homogenous bond. Critical process parameters include melt temperature control (180-220°C), die temperature uniformity, cooling rate optimization to achieve desired crystallinity, and precise control of the wall thickness ratio between the inner and outer layers. Quality control focuses on dimensional accuracy (diameter, wall thickness, corrugation profile), material density, and weld strength between layers. Variations in these parameters can directly impact the pipe's pressure-bearing capacity and long-term performance. Furthermore, specialized additives such as UV stabilizers and antioxidants are incorporated during the extrusion process to enhance the pipe's resistance to environmental degradation.
Performance & Engineering
The performance of dual-wall HDPE pipe is fundamentally governed by its ability to withstand internal pressure, external loads (soil loading, traffic loads), and resist long-term creep deformation. The corrugated outer structure provides significant ring stiffness, crucial for resisting external loads and preventing pipe collapse. Force analysis typically employs finite element analysis (FEA) to model stress distribution under various loading scenarios. Buckling analysis is critical to determine the pipe's resistance to compressive forces, particularly in trenchless installation methods. The smooth inner surface minimizes friction losses, contributing to efficient fluid transport. The pipe's chemical resistance extends to a wide range of aggressive substances, including acids, alkalis, and solvents, making it suitable for industrial applications.
Environmental resistance is paramount. HDPE exhibits excellent resistance to UV degradation, however, long-term exposure can still cause embrittlement. Incorporation of carbon black or other UV stabilizers mitigates this effect. Thermal expansion and contraction are also considerations, particularly in long pipeline runs. Design must account for these dimensional changes to prevent stress buildup at joints. Compliance requirements vary based on application and geographical location. European standards (EN 13476) and ASTM standards (ASTM F2306) specify minimum performance criteria for HDPE pipe, including hydrostatic pressure testing, impact resistance, and long-term creep resistance. Proper jointing techniques – utilizing heat fusion welding (butt fusion, socket fusion, electrofusion) – are vital to maintain the structural integrity of the pipeline system. The strength of the welded joint must meet or exceed the strength of the pipe itself.
Technical Specifications
| Parameter | Unit | PE100 Grade | PE80 Grade |
|---|---|---|---|
| Nominal Pipe Diameter | mm | 200-3000 | 200-1600 |
| Standard Dimension Ratio (SDR) | - | SDR 17, SDR 21, SDR 26 | SDR 17, SDR 21 |
| Hydrostatic Pressure Rating (20°C) | MPa | 12.5-6.25 | 10-5 |
| Ring Stiffness | kN/m² | >5 kN/m² (Typically) | >4 kN/m² (Typically) |
| Tensile Strength | MPa | >35 | >25 |
| Impact Resistance (Charpy, 20°C) | kJ/m² | >40 | >30 |
Failure Mode & Maintenance
Dual-wall HDPE pipe, while durable, is susceptible to several failure modes. Slow Crack Growth (SCG) is a primary concern, particularly under sustained tensile stress in the presence of aggressive chemicals or detergents. This results in brittle fracture over time. Fatigue cracking can occur due to cyclic loading, such as from traffic or ground movement. Delamination between the inner and outer layers can arise from poor fusion during manufacturing or damage during installation. UV degradation, even with stabilizers, can lead to surface cracking and embrittlement over extended exposure. Joint failures are common if welding parameters are not properly controlled, resulting in weak or incomplete fusion.
Maintenance involves regular inspections for visual defects (cracks, deformation, discoloration). Pressure testing can identify leaks and assess the structural integrity of the pipeline. For minor surface cracks, repairs can be made using specialized HDPE welding rods. For significant damage or SCG, pipe replacement is typically necessary. Proper backfilling and compaction around the pipe are crucial to provide adequate support and prevent stress concentrations. Avoiding the use of incompatible chemicals within the pipeline is essential to prevent chemical attack and SCG. Periodic cleaning to remove debris and sediment can help maintain flow capacity and prevent corrosion of downstream components.
Industry FAQ
Q: What is the impact of soil corrosivity on the long-term performance of dual-wall HDPE pipe?
A: Soil corrosivity, particularly the presence of sulfates and chlorides, can accelerate the degradation of surrounding materials and potentially affect the bedding and support of the HDPE pipe. While HDPE itself is highly chemically resistant, corrosive soils can compromise the structural integrity of the surrounding environment, leading to settlement or movement that induces stress on the pipe. Implementing appropriate bedding materials and corrosion protection measures for adjacent structures is crucial.
Q: How does the choice of welding technique (butt fusion vs. electrofusion) affect the joint strength?
A: Butt fusion generally provides the highest joint strength due to the complete fusion of the pipe ends under controlled heat and pressure. Electrofusion, while offering more precise control and suitability for smaller diameters, relies on an electrical heating element and can be more sensitive to variations in power supply and electrode contact. Proper training and adherence to welding procedures are critical for both techniques, but butt fusion typically yields a more robust and reliable weld.
Q: What are the implications of using recycled HDPE in the outer layer of the pipe?
A: Using recycled HDPE in the outer layer offers cost savings and promotes sustainability, but it requires careful quality control. Recycled material may have reduced mechanical properties compared to virgin HDPE, such as lower tensile strength and impact resistance. The percentage of recycled content must be carefully managed to ensure the outer layer maintains adequate ring stiffness and structural integrity. The source and processing of the recycled material are critical factors.
Q: How do temperature fluctuations affect the performance of dual-wall HDPE pipe in buried applications?
A: HDPE exhibits a significant coefficient of thermal expansion. Temperature fluctuations cause the pipe to expand and contract, which can induce stress on the joints and surrounding soil. Properly designed bedding and backfill materials, along with allowance for thermal movement in the pipeline layout, are essential to mitigate these stresses. Avoiding rigid anchoring of the pipe can also help prevent stress buildup.
Q: What specific testing is required to verify the long-term creep resistance of dual-wall HDPE pipe?
A: Long-term creep resistance is typically verified through accelerated aging tests conducted according to ISO 1167 or ASTM F2306. These tests involve subjecting the pipe to a sustained hydrostatic pressure at elevated temperatures for extended periods (e.g., 1000 hours or more). The deformation of the pipe is monitored over time to assess its resistance to creep and predict its long-term performance under service conditions.
Conclusion
Dual-wall HDPE pipe represents a robust and versatile solution for a wide range of underground infrastructure applications. Its combination of high strength, chemical resistance, and flexibility, coupled with the cost-effectiveness of HDPE, positions it as a leading material choice in the modern piping industry. However, successful implementation requires a thorough understanding of its material properties, manufacturing processes, and potential failure modes. Careful consideration must be given to proper installation techniques, including jointing procedures, bedding materials, and backfill compaction, to ensure long-term performance and reliability.
Future developments are likely to focus on enhancing the material's UV resistance, improving the recyclability of HDPE pipe, and optimizing manufacturing processes to reduce costs. The integration of smart sensing technologies into the pipe structure for real-time monitoring of pressure, temperature, and structural health represents a promising area of innovation, offering potential for proactive maintenance and improved asset management. Continued adherence to rigorous quality control standards and industry best practices will be crucial to maintaining the integrity and longevity of dual-wall HDPE pipeline systems.
-
DN25 HDPE Compression Fitting-HORON INTERNATIONAL|Reliable Irrigation Solutions
NewsFeb.11,2026
-
china corrugated hdpe pipe fittings Performance Analysis
News2026-05-22
-
china ppr pipe for hot water Performance Analysis
News2026-05-22
-
china ppr Technical Performance Analysis
News2026-05-22
-
china corrugated dual wall pipe Performance Analysis
News2026-05-22
-
china sink inlet pipe Material Performance Analysis
News2026-05-22
-
china 1 2 inch pvc Performance Analysis
News2026-05-21
-
china hdpe pipe joint coupler Performance Analysis
News2026-05-21
-
china ppr pipes and fittings price list Technical Analysis
News2026-05-21
-
china 9 inch pvc pipe price Performance Analysis
News2026-05-21
-
china 2 inch borewell column pipe price Performance Engineering
News2026-05-21
-
china hdpe pipe suppliers Performance Analysis
News2026-05-20
-
china submersible pump column pipe Performance Engineering
News2026-05-20
-
china 8 hdpe corrugated pipe Manufacturing Analysis
News2026-05-20
-
china dual wall hdpe pipe Performance Analysis
News2026-05-20
-
china water lines under sink Performance Analysis
News2026-05-20