

Feb . 11, 2026 00:01 Back to list
china hdpe pipe for water supply specifications Performance Analysis
Introduction
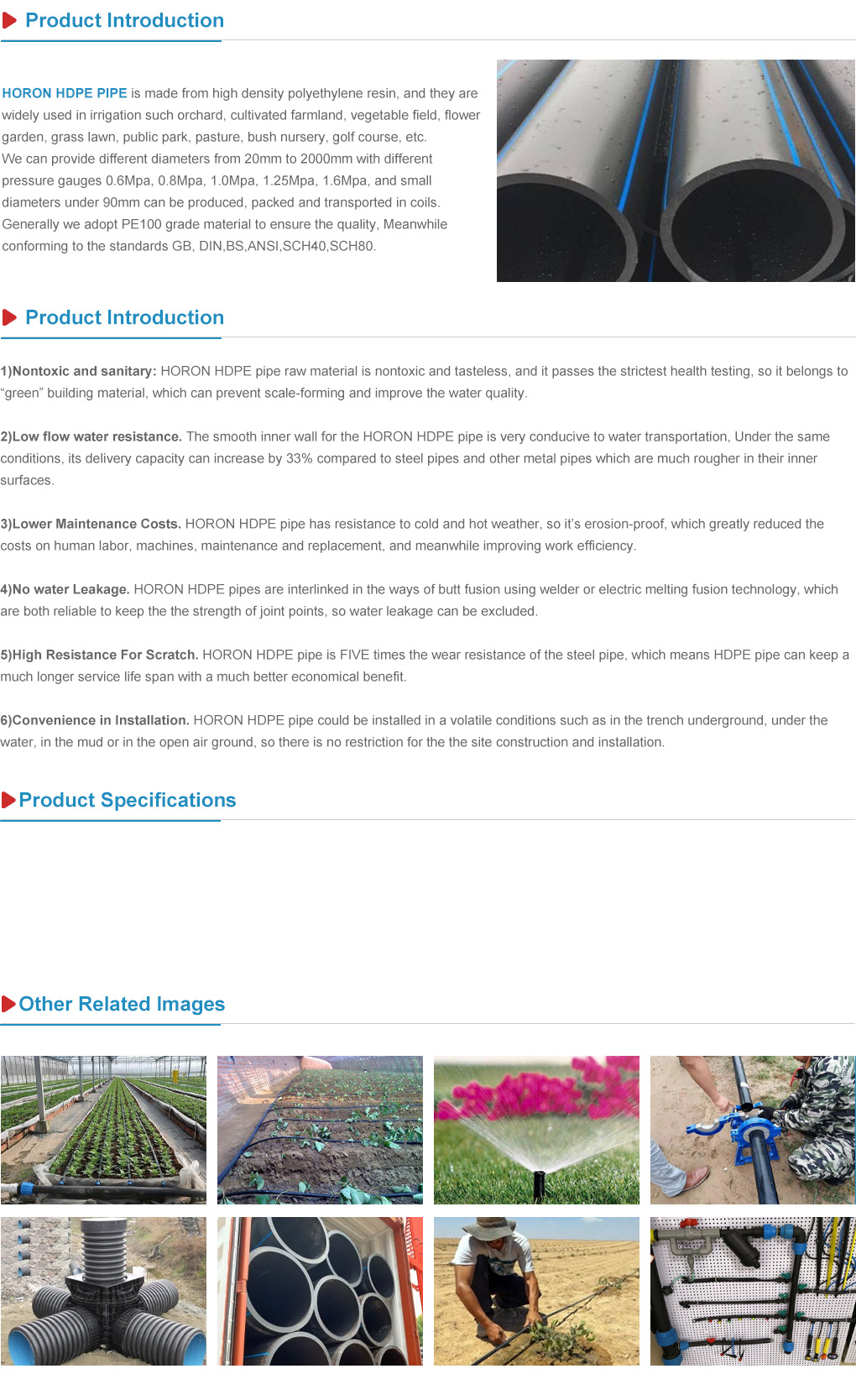
High-Density Polyethylene (HDPE) pipe for water supply represents a significant advancement in municipal and industrial fluid conveyance systems. Manufactured from a thermoplastic polymer derived from petroleum, HDPE pipe has become a preferred material globally due to its durability, corrosion resistance, and cost-effectiveness. Within the Chinese manufacturing landscape, HDPE pipe production has experienced substantial growth, meeting stringent domestic and international standards. These pipes are typically produced through extrusion processes, yielding seamless pipes capable of handling potable water, wastewater, and industrial fluids under significant pressure. The key performance characteristic is its hydrostatic strength, coupled with a flexible nature that allows for installation in challenging terrains and minimizes the need for extensive jointing. This guide will delve into the material science, manufacturing processes, performance characteristics, potential failure modes, and relevant industry standards governing china hdpe pipe for water supply specifications.
Material Science & Manufacturing
The fundamental material underpinning HDPE pipe is, as the name suggests, High-Density Polyethylene. This thermoplastic is characterized by its high linearity and minimal branching, resulting in a strong intermolecular force and thus, high tensile strength and density (typically ranging from 0.93 to 0.97 g/cm³). The resin grade used significantly impacts the final pipe properties. Polyethylene resins are categorized by density and molecular weight distribution, influencing parameters like stress crack resistance and impact strength. China’s HDPE pipe manufacturers predominantly employ PE80, PE100, and increasingly, PE-RT resins, compliant with ISO 4427 standards.
Manufacturing primarily involves extrusion processes. The process begins with polyethylene resin pellets being fed into an extruder, where they are heated and melted. A rotating screw conveys the molten plastic through a die, shaping it into a continuous pipe. Key parameters during extrusion include die temperature (typically between 180-220°C), screw speed, and haul-off speed, which directly influence pipe diameter, wall thickness, and uniformity. Cooling is achieved via water baths, maintaining dimensional stability. Post-extrusion, pipes are subjected to quality control checks including hydrostatic testing to ensure they meet pressure requirements. Fusion welding, specifically butt fusion, socket fusion, and electrofusion, are commonly used for joining HDPE pipes, creating leak-proof, structurally sound connections. Butt fusion is favored for larger diameter pipes, while electrofusion is used for smaller diameters and complex fittings. Parameter control, especially weld temperature and pressure, is critical to maintaining joint integrity and preventing premature failure.

Performance & Engineering
The performance of HDPE pipe is dictated by several key engineering properties. Hydrostatic pressure resistance is paramount, determined by the pipe's dimensions (diameter and wall thickness) and the polyethylene resin's Minimum Required Strength (MRS) as per ISO 1167. The pipe's ability to withstand internal pressure without bursting or significant deformation is critical for long-term reliability. Stress cracking, caused by sustained tensile stress in the presence of aggressive chemicals, is another major concern. PE100 resins exhibit superior stress crack resistance compared to PE80.
HDPE exhibits excellent chemical resistance to a wide range of substances commonly found in water and wastewater systems. However, prolonged exposure to strong oxidizing agents should be avoided. The low coefficient of friction of HDPE reduces head loss in fluid transport, resulting in energy savings. Furthermore, the pipe’s flexibility allows for installation in seismically active areas and along uneven terrain, accommodating ground movement without fracturing. Compliance requirements are extensive, including adherence to national drinking water standards regarding leachables and extractables, as well as relevant building codes pertaining to pressure ratings and installation practices. The long-term creep resistance is also an important design consideration, ensuring the pipe maintains its structural integrity over its service life (typically 50+ years). Finite Element Analysis (FEA) is increasingly used to optimize pipe designs and predict performance under various loading conditions.
Technical Specifications
| Parameter | PE80 (Typical) | PE100 (Typical) | Units |
|---|---|---|---|
| Density | 0.93 – 0.95 | 0.96 – 0.98 | g/cm³ |
| Minimum Required Strength (MRS) | 8.0 | 10.0 | MPa |
| Hydrostatic Pressure Rating (PN) | PN6 – PN16 | PN10 – PN32 | Bar |
| Tensile Strength | 20 – 25 | 25 – 32 | MPa |
| Elongation at Break | 300 – 500 | 400 – 600 | % |
| Water Absorption (24hr) | 0.3 – 0.5 | 0.2 – 0.4 | % |
Failure Mode & Maintenance
HDPE pipe, while robust, is susceptible to several failure modes. Slow Crack Growth (SCG), or stress cracking, is a common issue, particularly in areas with high stress concentrations or exposure to aggressive chemicals. This manifests as slow, progressive crack propagation, eventually leading to failure. Fatigue cracking can occur in systems subjected to cyclic pressure fluctuations or vibration. UV degradation can embrittle the pipe material if exposed to prolonged sunlight, necessitating UV stabilization additives. Joint failures are often attributed to improper fusion welding techniques, insufficient weld temperature, or contamination during the welding process. Oxidation, while less common, can occur at elevated temperatures, leading to material degradation.
Preventative maintenance is crucial for maximizing the lifespan of HDPE pipelines. Regular visual inspections should be conducted to identify any signs of cracking, deformation, or leakage. Pressure testing can reveal hidden leaks or weaknesses in the system. Joint integrity should be periodically verified using non-destructive testing methods, such as ultrasonic testing. Proper backfilling procedures are essential to provide adequate support and prevent stress on the pipe. For minor cracks, repair sleeves or patching compounds can be used. However, significant damage usually necessitates pipe replacement. Careful storage of pipe before installation, shielded from direct sunlight and extreme temperatures, is also vital to prevent premature degradation.
Industry FAQ
Q: What is the impact of water hammer on HDPE pipe systems?
A: Water hammer, or pressure surge, can exert significant stress on HDPE pipes, potentially causing joint failures or pipe rupture. Mitigation strategies include the installation of surge arrestors, air valves, and slow-closing valves to dampen pressure fluctuations. Proper pipe anchoring and support are also crucial to absorb shock loads.
Q: How does the soil corrosivity affect the longevity of buried HDPE pipes?
A: While HDPE itself is corrosion-resistant, highly corrosive soils can accelerate degradation of any metallic components used in the system, such as fittings or flanges. Protective coatings or cathodic protection may be necessary in such environments. Ensuring proper bedding and backfilling materials are used minimizes contact with corrosive substances.
Q: What is the recommended minimum burial depth for HDPE pipes in cold climates?
A: The minimum burial depth depends on frost line penetration and soil conditions. Generally, a minimum depth of 1.2 meters (4 feet) is recommended in cold climates to protect the pipe from freezing and potential damage from ground movement. Thermal insulation may also be necessary in extreme conditions.
Q: What are the key differences between PE80 and PE100 regarding long-term performance?
A: PE100 exhibits significantly higher MRS and superior stress crack resistance compared to PE80, translating to a longer service life and increased reliability, especially in demanding applications. It’s the preferred choice for higher-pressure systems and areas with aggressive soil conditions.
Q: How do I verify the quality of a butt-fused joint?
A: Visual inspection for proper weld bead formation is the first step. Non-destructive testing methods, such as ultrasonic testing, are recommended to detect any internal defects or incomplete fusion. Hydrostatic testing of the completed pipeline verifies the overall integrity of the entire system, including the joints.
Conclusion
China HDPE pipe for water supply specifications represent a mature and reliable solution for fluid conveyance, underpinned by advancements in material science and manufacturing technology. The transition towards higher-grade resins like PE100, coupled with stringent quality control measures, has significantly enhanced the performance and longevity of these systems. Understanding the interplay between material properties, installation practices, and potential failure modes is critical for ensuring long-term operational efficiency and minimizing lifecycle costs.
The future of HDPE pipe technology will likely focus on further improvements in resin formulations, incorporating recycled materials, and developing smart pipeline monitoring systems for proactive leak detection and predictive maintenance. Continued adherence to international standards and best practices will be essential for maintaining the high quality and reliability of China-manufactured HDPE pipe in the global market.
-
DN25 HDPE Compression Fitting-HORON INTERNATIONAL|Reliable Irrigation Solutions
NewsFeb.11,2026
-
china 1 2 ppr pipe in mm Performance Analysis
News2026-06-04
-
china hdpe pipe for water supply specifications Performance Analysis
News2026-06-04
-
china ppr hot water pipe insulation Thermal Performance
News2026-06-04
-
china 24 inch diameter pvc pipe Performance Analysis
News2026-06-04
-
china ppr hot water pipe Performance Analysis
News2026-06-04
-
china 3.5 inch pvc pipe Performance Analysis
News2026-06-03
-
china 75mm plastic pipe Performance Analysis
News2026-06-03
-
china use of ppr pipe Performance Analysis
News2026-06-03
-
china hdpe corrugated subsoil drainage pipe Performance Analysis
News2026-06-03
-
china ppr quick connector Performance Analysis
News2026-06-03
-
china hdpe pipe sizes and dimensions Performance Analysis
News2026-06-02
-
china pvc pipe supplier Performance Analysis
News2026-06-02
-
china flexible water line for kitchen sink Performance Analysis
News2026-06-02
-
china blue pvc pipe Performance Analysis
News2026-06-02
-
china hdpe pipe jain irrigation Performance Analysis
News2026-06-02